Технология производства бесшовных стальных труб
В качестве заготовок для производства бесшовных труб используют круглые и граненые слитки, а также катаные заготовки. Процесс прокатки состоит из двух основных операций: прошивки отверстия в заготовке и прокатки прошитой заготовки. Прошивка осуществляется на прошивочном стане. Прошивные станы по типу рабочих валков подразделяют на прошивные станы с бочкообразными валками (валковые), диско-выми валками (дисковые) и с грибовидными валками (грибо-видные). Валки прошивного стана установлены под углом 9 …14 º друг к другу. Заготовка продавливается через оправку, а из - за растягивающих напряжений, создаваемых вращающимися валками, происходит течение металла от центра слитка и за счет этого без больших усилий происходит прошивка отверстия.
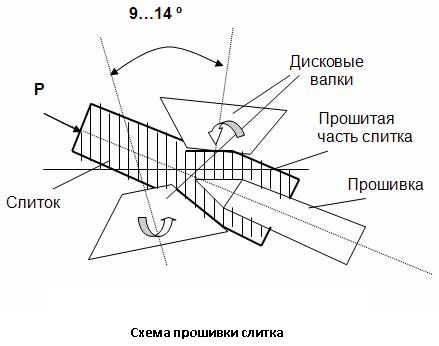
Схема прошивки слитка
Далее проводится прокатка полученной гильзы тоже на оправке, в результате уменьшаются внутренний и наружный диаметры и увеличивается длина заготовки. Прокатку выполняют за два прохода с поворотом трубы на 90 °. Получают трубу диаметром свыше 57 мм. На третьем этапе получения трубы дальнейшее уменьшение их диаметров ведут в непрерывных станах уже без оправки.
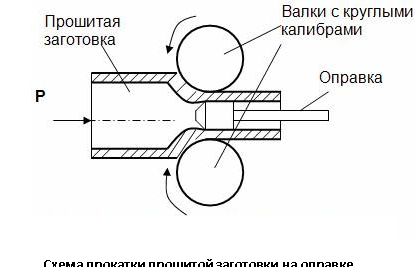
Схема прокатки прошитой заготовки на оправке
Для уменьшения диаметра труб, полученных после раскатных станов, применяют продольную прокатку без оправки в редукционных станах, которые состоят из ряда последовательно установленных двух-, трех- или четырехвалковых клетей. Станы работают с натяжением между клетями, что позволяет изменить не только диаметр трубы, но и толщину стенки. На редукционных станах обычно прокатывают трубы диаметром 25—76 мм. Производство бесшовных труб осуществляется на трубопрокатных агрегатах, представляющих собой комплекс машин и механизмов, предназначенных для получения бесшовных труб горячей прокаткой, их транспортирования, горячей и холодной отделки, складирования, упаковки и т. п. Таким образом, в состав трубопрокатного агрегата кроме прошивных, раскатных, редукционных (расширительных) станов входят нагревательные печи, обкатные и калибровочные станы, правильные станы, трубообрезные и трубонарезные станки и другое оборудование, необходимое для выполнения всех предусмотренных технологических операций.
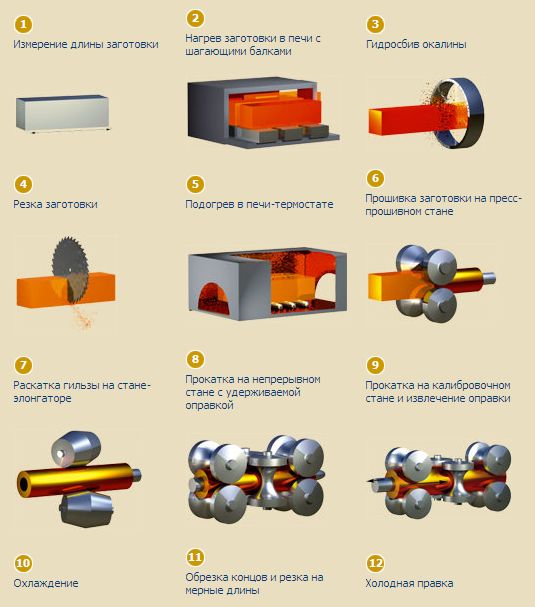
Общая схема производства бесшовных труб
